



seo@bonaregroup.com
Email Us

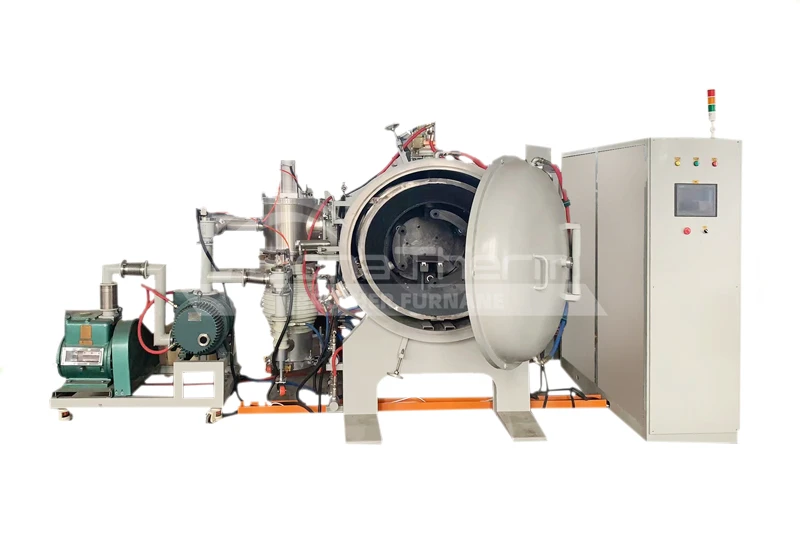
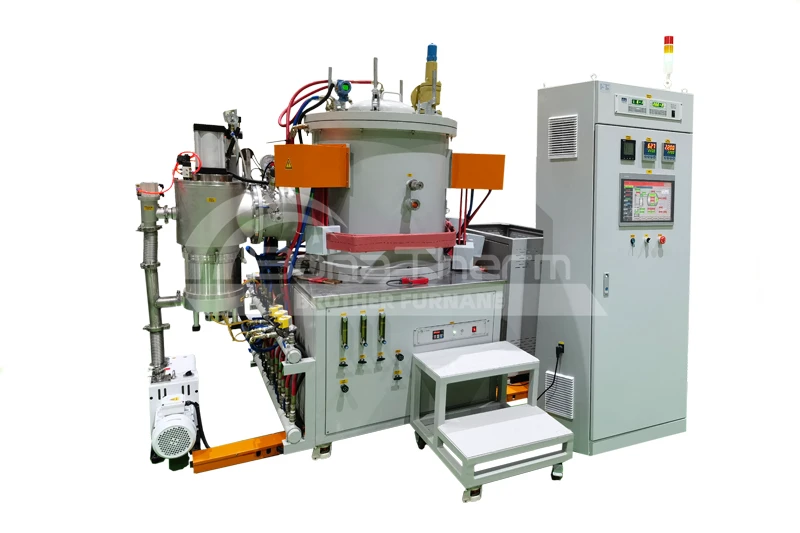
Vacuum hot pressing furnaces are mainly used by colleges and universities, scientific research institutions, and other institutions for hot pressing and sintering of inorganic materials, cemented carbides, functional ceramics, powder metallurgy, etc. under high temperature and vacuum conditions, as well as for testing the sintering performance of small samples. They can increase the density of materials and can also be used for hot pressing and sintering under gas protection.
Starting from the internal structure, we show you the unique design logic of vacuum hot pressing furnace products:

Below 1200℃, use resistance wire module for heating
Above 1200℃, use graphite heating element

The distance is measured by grating ruler, with high precision, the accuracy can reach 0.02mm.

Tungsten-rhenium thermocouples are used at low temperatures, while infrared thermometers are used at high temperatures.
Tungsten-rhenium thermocouples automatically shut down at high temperatures.

PLC+touch screen.
The equipment's operating conditions, temperature, vacuum degree, and displacement data curves can be recorded and viewed at any time.
Focusing on actual scene applications, we will highlight the advantages of vacuum hot pressing furnace equipment functions for you:
2000℃
8x10-3pa.
The setting below 5 tons can be adjusted arbitrarily, which can be used for sintering or hot pressing tests of small samples to avoid waste of resources.
Upper limit alarm, deviation alarm, automatic stop at the end of program operation, no need for human supervision.
Vacuum hot pressing furnaces can cover multiple fields and demonstrate their cross-industry adaptability and practical value:







Aiming at the characteristics of various materials, the core advantage of the product is its compatible processing:






Focus on answering common questions to provide users with clear and practical usage guidelines:
A:The pressure range is adjustable up to 5 tons. High quality equipment offers even higher precision, enabling precise control of pressure changes.
A:Full-process data recording includes temperature, pressure, vacuum level, displacement, and more. Data curves can be exported for easy process traceability and analysis.
A:This depends on the difficulty of densifying the material. Powder metallurgy parts typically require 30-60 minutes, while ceramic composites may require 2-4 hours to ensure sufficient pressure transfer to the interior and eliminate porosity.
Present performance details with accurate data,intuitively showing the core technical specifications of the vacuum hot pressing furnace:
| Types | Working Zone (Diameter x Height)mm |
Maximum Temperature(℃) | Pressure(T) | Sample Diameter(mm) | Power(KW) | Ultimate Vacuum Degree(Pa) |
|---|---|---|---|---|---|---|
| BR-RYL-1616 | Φ160X160 | 2000 | 20 | Φ50 | 40 | 8x10-3 |
| BR-RYL-4040 | Φ400X400 | 2000 | 50~200 | Φ200 | 150 | 8x10-3 |
| BR-RYL-5050 | Φ500X500 | 2000 | 100~300 | Φ250 | 400 | 8x10-3 |
| BR-RYL-6060 | Φ600X600 | 2000 | 300~600 | Φ350 | 500 | 8x10-3 |
| BR-RYL-7070 | Φ700X700 | 2000 | 300~800 | Φ400 | 500 | 8x10-3 |
Control of all links from raw materials to finished products:
Stainless steel sheets and high-temperature-resistant alloys are selected, meeting vacuum sealing and load-bearing standards.
Cut raw materials according to design drawings using specialized equipment to ensure dimensional tolerances.
Bends and forms the sheet metal, processing the furnace shell and chamber components with a bending angle accuracy of ±1°.
Lathes are used to process precision components such as flanges and connectors, ensuring surface roughness control.
Weld the furnace body welds, ensuring airtightness on key components, and perform post-weld inspection.
Grinds and trims welded components to ensure a smooth appearance without sharp edges.
Electrostatically sprays the furnace shell and dries it.
Install the vacuum system, heating element, temperature control module, cooling system, and tighten connectors.
Conduct vacuum tests, temperature rise tests, and safety checks.
Internally cushioned with pearl cotton, externally covered with waterproof film and wooden crates, with anti-collision markings and equipment parameter labels.
