



seo@bonaregroup.com
Email Us

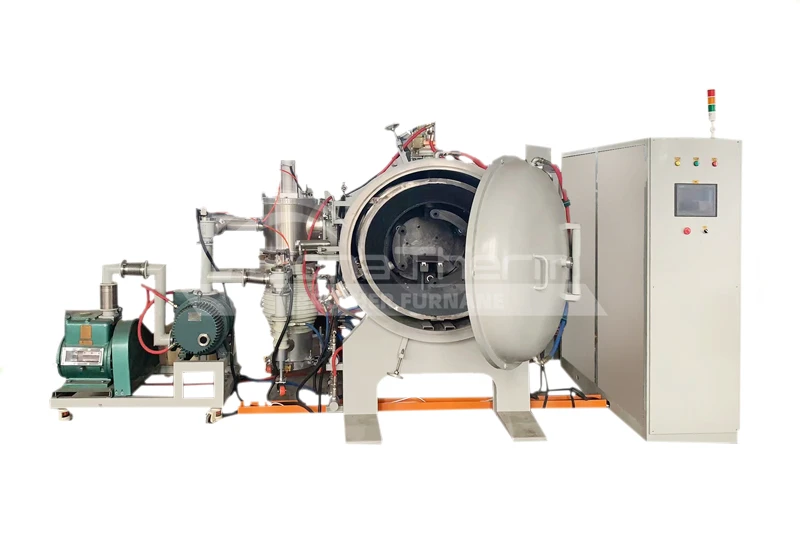
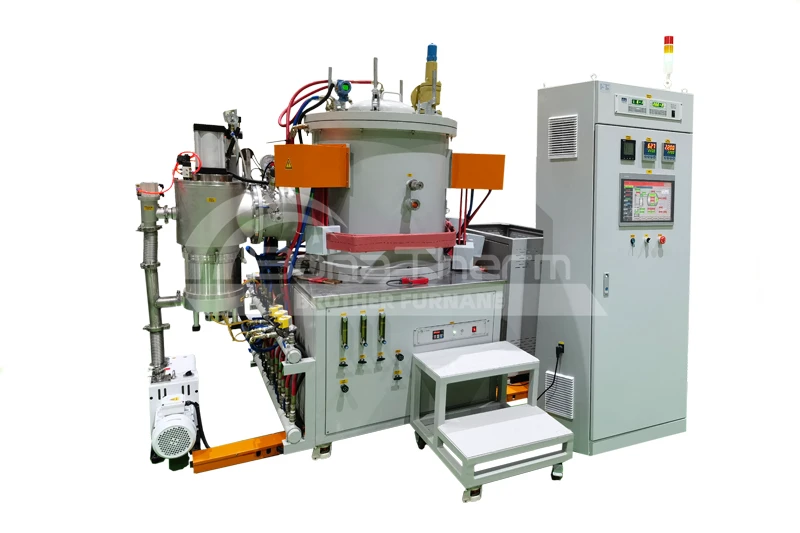
The vacuum debinding and sintering furnace has the functions of debinding and sintering, and is used for MIM (metal injection molding) negative pressure debinding, degassing, and high temperature sintering integrated processing.
Its working principle involves heating powder materials in a vacuum or inert gas environment to create strong bonding between powder particles, thereby achieving material densification.
Starting from the internal structure, we show you
the unique design logic of vacuum debinding and sintering furnace products:

Graphite rod for heating.
A square sealed box can be installed in the chamber to improve utilization and reduce gas and heating power consumption.
Multi-zone temperature control to improve temperature uniformity.

Mechanical pump + Roots pump vacuum unit.

Multi-layer graphite pads effectively utilize the chamber space for charging.
The insulation layer is made of imported high-purity graphite composite carbon felt.

PLC automatic control system, the human-machine interface adopts high-definition touch screen, and has a built-in operating system developed by us.
Focusing on actual scene applications, we will highlight the advantages of vacuum debinding and sintering furnace equipment functions for you:
10pa can be pumped in 10 minutes.
1600℃
Inert gas (N₂) is filled directly into the chamber, and the chamber's pre-vacuum enables efficient negative pressure degreasing.
The square sealed box blocks degreasing volatile gas from contaminating the chamber inner wall and insulation material, expelling it all outside the chamber.
Upper limit alarm, deviation alarm, automatic stop at the end of program operation, no need for human supervision.
Vacuum debinding and sintering furnaces can cover multiple fields and demonstrate their cross-industry adaptability and practical value:






Aiming at the characteristics of various materials, the core advantage of the product is its compatible processing:










Focus on answering common questions to provide users with clear and practical usage guidelines:
A: Vacuum debinding: The binder is volatilized by heating under negative pressure and then removed by a vacuum pump.
This method is suitable for materials with low-boiling-point binders, offering fast debinding and no oxidation risk.
Atmosphere debinding: Debinding is performed in an inert/reducing gas flow.
This method is suitable for high-boiling-point binders or easily oxidized materials.
The gas flow rate can be controlled to control theconcentration of volatiles and prevent cracking in the blank.
A:The choice of process depends on the material processing requirements.
For binderless pure powders/low-binder formulations requiring only sintering densification and oxidation protection, choose a vacuum atmosphere sintering furnace.
For MIM/CIM feedstock that requires debinding before sintering and prioritizes process efficiency and part quality, choose a vacuum debinding sintering furnace.
A:Metal Injection Molding and Ceramic Injection Molding.
MIM is an advanced manufacturing technology that involves mixing metal powder with a binder to formulate a moldable feedstock for subsequent processing.
It manufactures complex, high-precision metal parts via a sequential process of injection molding, debinding and high-temperature sintering using the prepared feedstock.
CIM blends ceramic powder with a binder to form feedstock.
It mass-produces precision complex ceramic components via injection molding, debinding and sintering.
Present performance details with accurate data,intuitively showing the core technical specifications of the vacuum debinding and sintering furnace:
| Types | Heating Zone (Width x Height x Depth)mm |
Throughput(kgs) | Power(KW) | Power Supply(V) | Gas |
|---|---|---|---|---|---|
| BR-TZV-334 | 300X300X400 | 50 | 40 | 380 | Nitrogen, Argon |
| BR-TZV-446 | 400X400X600 | 100 | 80 | 381 | Nitrogen, Argon |
| BR-TZV-669 | 600X600X900 | 300 | 120 | 382 | Nitrogen, Argon |
Control of all links from raw materials to finished products:
Stainless steel sheets and high-temperature-resistant alloys are selected, meeting vacuum sealing and load-bearing standards.
Cut raw materials according to design drawings using specialized equipment to ensure dimensional tolerances.
Bends and forms the sheet metal, processing the furnace shell and chamber components with a bending angle accuracy of ±1°.
Lathes are used to process precision components such as flanges and connectors, ensuring surface roughness control.
Weld the furnace body welds, ensuring airtightness on key components, and perform post-weld inspection.
Grinds and trims welded components to ensure a smooth appearance without sharp edges.
Electrostatically sprays the furnace shell and dries it.
Install the vacuum system, heating element, temperature control module, cooling system, and tighten connectors.
Conduct vacuum tests, temperature rise tests, and safety checks.
Internally cushioned with pearl cotton, externally covered with waterproof film and wooden crates, with anti-collision markings and equipment parameter labels.
